研削盤とは?種類や特徴について簡単に解説

出典:はじめての工作機械
目次
Point
- 研削砥石を使って加工する工作機械
- 仕上げ加工で多く使われる
- 円筒研削盤や平面研削盤が主流
1・研削盤とは
研削盤は、砥粒(とりゅう)と呼ばれる硬い物質の粒子を焼き固めて作った研削砥石を回転させながらワーク(加工物)に押し当て、精密に加工する機械だ。砥石を使ってワークを加工することを研削加工と呼び、主に仕上げの工程で使われる。NC 旋盤やマシニングセンタ(MC)で切削加工したワークをさらに高精度に仕上げる目的で研削盤が使われる。そのため、研削盤には切削型の工作機械に比べ、ワンランク上の加工精度が求められる。
また、通常の切削工貝では加工が難しい焼き入れ鋼をはじめとした硬いワークや、ガラスやセラミックスなどの硬くてもろい硬ぜい材の加工にも研削盤が使われる。
研削加工が進むと砥石は摩耗して切れ味が悪くなる。そのため、切れ味を取り戻すために目立て(ドレッシング)や、砥石の形状を整える形直し(ツルーイング)を定期的にする必要がある。砥石修正装置を機内に搭載した、ドレッシングやツルーイングが機上でできるタイプの研削盤もある。


2・研削盤の種類
研削盤は、加工対象のワークの形状や加工の方法に応じて多くの種類がある。
1.円筒研削盤
一般的に普及している研削盤。回転させた円筒形状のワークに、回転する砥石を当て、ワークの外周を研削する。
回転させたワークを加工するという意味では旋盤と似ているが、円筒研削盤は工具である砥石も回転している。
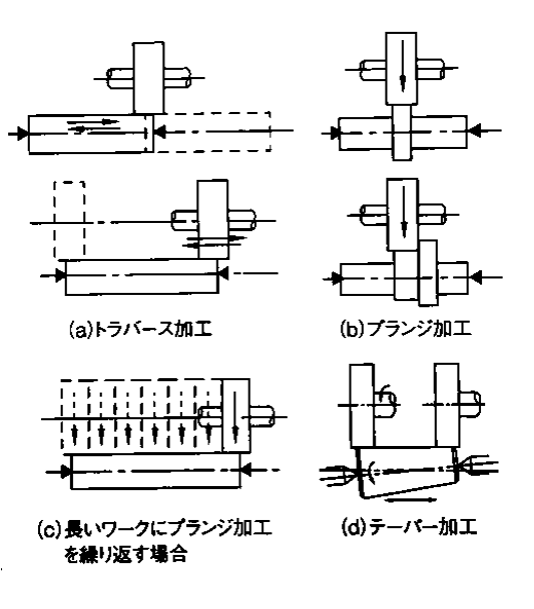
ワークを取り付ける主軸台や砥石を搭載する砥石台、往復台、ベッド、テーブルなどで構成される。研削方法には①ワークに対して砥石を垂直に切り込むプランジ研削②ワークか砥石を左右に往復させながら加工するトラバース研削③旋回テーブルを傾け、先細りのテーパ一部を仕上げるテーパー研削などがある。
円筒研削盤の派生型として、アンギュラー研削盤や万能研削盤もある。アンギュラー研削盤は砥石台に領斜角が付いており、斜めから砥石を切り込むことができる。段差がある形状に対し、外周と端面の両方を同時に加工できるのが特徴だ。
また、万能研削盤は、主軸台か砥石台を自由に旋回できる構造を持った研削盤。通常の円筒研削に加え、テーパー形状の研削や端面の研削などさまざまな加工ができる。

2.内面研削盤
内面研削盤は、穴の内面の仕上げに特化した研削盤。円筒形状のワークと砥石の両方を回転させ、砥石を動かして切り込むことで穴の内面を加工する。内面だけではなく、端面も加工できる。深い穴も加工できるよう「クイル」と呼ばれる棒に砥石を取り付けた軸付き砥石を使う。
内面研削の加工方式には普通型とプラネタリー型の2 種類がある。普通型は回転するワークに対し、回転する砥石を動かして切り込む一般的な加工法だ。プラネタリー型は、ワークを固定して、回転する砥石をワークの内面に沿って周回するように動かして加工する。径の大きいワークなど、回転しにくい形状の内面研削に向く。砥石の動きを惑星の自転と公転に見立て、プラネタリー(惑星)と呼ぶ。

内面研削盤は、主に主軸台や砥石台、往復台、ベッドなどで構成され、基本構造は円筒研削盤に近い。だが、内面研削は円筒研削に比べいくつか課題がある。砥石径を加工対象の穴の内径よりも大きくできないため、必然的に砥石径が小さくなる傾向にあり、軸付き砥石の剛性(変形のしにくさ)の強化が難しい。
また、加工に必要な周速を得るために、砥石軸の回転数も高めなければならない。周速とは、回転する砥石がワークに接する部分、つまり砥石の最も外側の部分の速度を指す。一般的に砥石径が大きいほど周速も上がるが、内面研削の場合は砥石径が小さく、周速を上げるには回転数を高めなければならない。
3. センタレス研削盤
センタレス研削盤は砥石車と調整車、受け板の3点でワークを支え、円筒ワークの外周を研削する。円筒研削盤は旋盤と同様、ワークを固定するのにチャックやセンターといった保持貝を使うが、センタレス研削盤はチャックやセンターを使う必要がなく、センター穴も不要なことからその名が付いた。「心なし研削盤」とも呼ばれる。基本的には、砥石台や調整車台、受け板、ベッドなどで構成される。
センタレス研削の特徴は①センター穴やワークを把持するためのチャックが不要②ワークの全長を調整車が支える一などで、高効率な加工ができる。細長いワークの大量生産(量産)加工に力を発揮する。円筒研削盤と同じく、トラバース研削やフランジ研削で加工する。
センタレス研削にはさまざまな加工方式があり、大きくはスルーフィード(通過)研削とインフィード(停止)研
削の2 つに分かれる。通過研削は砥石車と、砥石車に対して角度を付けた調整車との問にワークを通して加工する方式。長尺ワークの量産加工に向く。一方、停止研削は受け板と調整車でワークを支持し、砥石車を送って加工する方式だ。段差の付いた形状などの加工に力を発揮する。
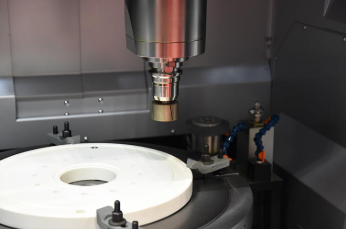
4.平面研削盤
平面研削盤はワークの平面を加工する研削盤。板やブロック状のワークを高精度に仕上げるのに使われる。基本的には砥石頭や砥石軸、ワークを搭載するテーブル、サドル、ベッド、コラムなどで構成される。平面研削盤には構造に応じて、いくつかの種類がある。砥石軸の向きで見ると、砥石軸が地面に対して水平の横形と、垂直の立形に分類できる。
また、テーブルには板材などの搭載に最適な角テーブルや、回転できる円テーブルがある。
中でも一般的に広く使われるのが横形角テーブルの平面研削盤だ。テーブルにワークを固定し、砥石を回転させながら動かして研削する。
円筒研削盤と同様に、トラバース研削やフランジ研削で加工できる。平面研削盤は金属の板材の加工に向くことから、金型業界などで広く使われる。
この他、加工したい形状を反転させた形状にあらかじめ成形した砥石を使い、砥石の形状をワークに転写する成形研削盤と呼ばれる研削盤もある。




5.プロファイル研削盤
プロファイル研削盤は、先端が薄くとがった砥石を使い、ワークの輪郭を加工しながら目的の形状を作り出す機械だ。ダイヤモンドや立方晶窒化ホウ素(CBN) などでできた超砥粒ホィールと呼ばれる、硬度の高い砥石が使われることが多い。
求める輪郭形状と加工中のワーク形状を一つの投影機に拡大表示し、その二つが重なるよう確認しながら加工する。プロファイルは「輪郭」を意味し、輪郭をなぞつて加工するため「倣い研削」とも呼ばれる。
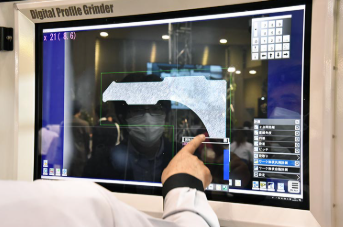
画像出典:はじめの工作機械
6.工具研削盤
工具研削盤はさまざまな切削工具を研削する機械で、工具の製造や使用済み工具の再研削に使われる。
対象の切削工具はドリルやエンドミル、リーマー、インサートチップなど。これらの切削工具は、一般的な研削加工が対象とするワークよりも形状が複雑なことが多い。そのため、工具研削盤には5 軸や6 軸などの多軸制御が必要とされる。
工貝研削盤の中には、ワークを一度取り付けるだけで、外周の研削や先端のR形状の研削が全自動でできるものもある。切削工貝の刃先は通常、加工中に欠けないよう一定の丸みを帯びている。この丸みを「R」と言う。RはRadius(ラジアス、半径)の頭文字だ。

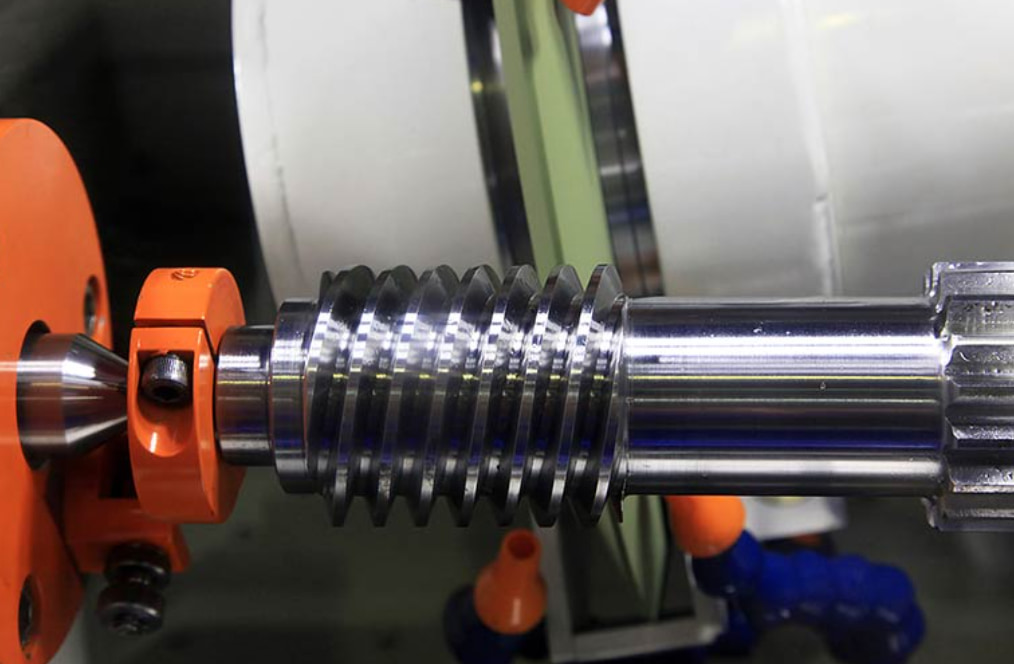
7.ねじ研削盤
ねじ研削盤は、工作機械の駆動に使われるボールねじなどの各種ねじ製品を加工する研削盤。ねじ向けの砥石には、ねじ山を一つ持つ「一山砥石」や2つ以上のねじ山を持つ「多山砥石」がある。ー山砥石を使う場合、一度に一つのねじ山しか加工できないが、精度は高い。一方、多山砥石は一度に多くのねじ山を加工できるため、高効率な加工ができる。
ねじ研削は砥石の輪郭形状がワークに転写されるため、砥石の形状を常に一定に保たなければならない。そのため、ドレッシングやツルーイングをする砥石修正装置が必要だ。
ねじ研削盤は、かつては熟練者が使う機械とのイメージが強かった。しかし、数値情報で工作機械の動きを制御できるNC技術が登場したことで、複雑な計算などの作業負担が軽減し、扱いやすくなった。
8.ジグ研削盤
ジグ研削盤は、ジグと呼ばれるワークを固定する補助器具や、ゲージと呼ばれる測定機器などの穴の内面を研削する機械。内面研削盤も穴の内面を研削するが、主な対象ワークが異なる。内面研削盤は円筒形状のワークがメインだが、ジグ研削盤は円筒形状のワークにも板材のワークの加工にも使われる。ジグの穴加工に広く使われたことから、ジグ研削盤と名が付いた。穴加工や3 次元の形状加工、輪郭形状の加工が高精度にできるのが特徴だ。
ジグ研削盤の製造には、高度な独自技術と長年にわたる経験の積み重ねが必要で、国内ではこく一部のメーカーが生産している。

9.グラインディングセンタ
グラインディングセンタは、研削と切削の両加工法を1 台の機械に集約したMCベースの複合加工機の一種。自動工具交換装置(ATC) を持ち、複数の軸付き砥石を搭載できる。ミーリングや穴開けなどの切削加工に加え、軸付き砥石を使った研削加工もできる。工程を集約でき、多彩な形状のワークを加工できるのが特徴だ。ガラスやセラミックスなどの硬ぜい材の加工や、焼き入れ鋼といった高硬度材の加工に力を発揮する。
砥石径が比較的小さい軸付き砥石を使うため、内面研削盤と同じようにグラインディングセンタにも高速回転の主軸が求められる。また、研削で発生する切りくずは、切削と比べ小さく粉状になりやすい。そのため、テーブルなどの案内面や主軸に切りくすが侵入しやすくなるため、防じん対策や防錆(せい)対策も必要だ。
出典:はじめての工作機械
センサ導入事例
【業界初】研削盤の回転砥石の位置決め自動化を徹底解説!
NC平面研削盤は、工作機械の中でもワークの寸法を確定させる高精度な加工が求められます。
そのため、NC化されても自動化の難易度が高く、人手不足の現場で多くのユーザが課題を抱えています。
本記事ではメトロールのエアマイクロセンサを使ってNC平面研削盤を完全自動化へつなげる、業界初の取組みを徹底解説します。
生産性が4倍以上に!CNC平面研削盤の機上計測の活用法とは?
研削・研磨加工に従事されている皆様、以下のようなお悩みはありませんか?
- 「精度が安定せず、やり直し品が多数出てしまう・・・」
- 「加工に人手と時間がかかりすぎて、生産性が上がらない・・・」
- 「若手への技術継承がうまくいかず、ベテランの負担ばかり増してしまう・・・」
本記事では、タッチプローブを搭載したNC平面研削盤を導入したことで 上記のような課題をまるっと解決し、生産効率を大幅に改善されたユーザー様の事例をご紹介します。
内面研削盤のワーク着座不良の検出で、 L寸不良の発生を未然に防止
CNC内面研削盤を製造している、工作機械メーカー様の設計開発のご担当者様より、CNC内面研削盤の、治具とワークの「密着確認」について、ご相談頂きました。
本記事ではエアマイクロセンサを使って±0.5μm繰返し精度による「密着確認」を実現した取組みを解説します。