CNC工作機械の治具とワークの浮き上りを、非接触で安定検出
自動車業界
大手自動車メーカー向けに、エンジン部品を製造している、自動車部品メーカー様です。
加工部門のご担当者様より、CNCマシニングセンタによる切削時の、エンジン部品の「密着確認」についてご相談いただきました。
目次
お客様の課題
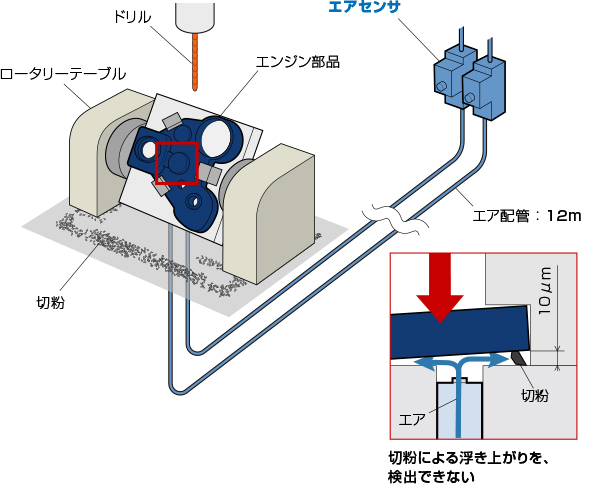
CNCマシニングセンタによる切削加工時に、エンジン部品をロータリーテーブルにチャックするのですが、「治具」と「エンジン」との間に、切粉を挟み込んでしまうことがありお困りでした。
エンジンの密着確認に「エアセンサ」も使用されていましたが、繰返し精度が±20μm程度と低く、10μmの切粉による浮き上がりを安定して検出することができません。
また、「エアセンサ」は機外設置のため、エア配管が12mと長く、応答速度が5秒以上かかってしまい、生産性の低下も問題になっていました。
切削後の研磨工程をスムーズに行うためにも、10μm以上の密着精度を必要とされていたところ、当社営業がPR訪問させていただいたのをきっかけに、お問い合わせをいただきました。
課題のポイント
切粉による10μmの僅かな浮き上がりを検出したい
応答速度が5秒以上かかり、生産性が低下
メトロールのご提案
工作機械に標準で採用されている「エアセンサ」は、加工ワークの検出に使用されますが、実はその多くは、ワークの "有無検出" 用で、精密な "密着確認" には向いていません。
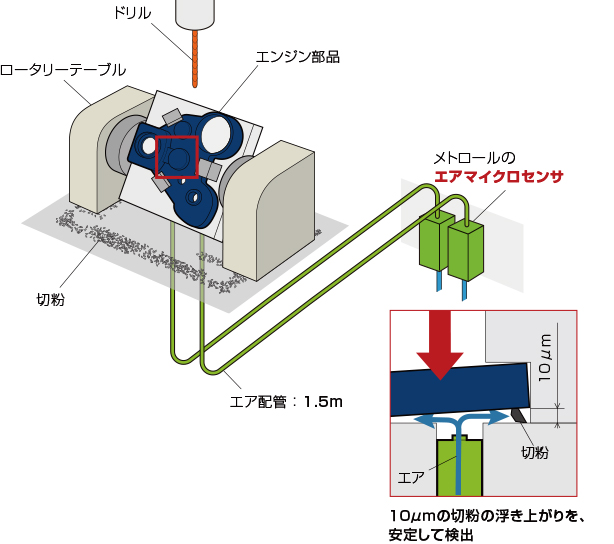
メトロールの「エアマイクロセンサ」ショートレンジ形は、独自開発の空圧回路を搭載した、非接触式のエアセンサ。
±0.5μmの繰返し精度で、切粉による10μmの浮き上がりを安定して検出することができます。
また、IP67の保護構造で悪環境にも強く、切粉やクーラントが飛び散る工作機械の機内に設置することで、
・エア配管:12m→1.5m
・応答速度:5秒→0.8秒 に短縮。
生産性の大幅向上が実現します。
採用結果
切粉による10μmの僅かな浮き上がりを安定して検出
応答速度が0.8秒に短縮し、生産性が向上
担当者のコメント
ワークの有無検出用の「エアセンサ」で、ワークの「密着確認」をしてしまうことで、精度が出せず、精密加工に苦労している現場の声を多く聞きます。
今回ご紹介した事例以外にも、CNC旋盤の「ABSバー材のチャック確認」や、タイヤ金型加工時の「着座確認」など、高い精度が求められる自動車業界でも、多数採用いただいております。
「切粉」の挟み込みによる工作機械の加工不良でお困りのお客様は、ぜひお気軽にご相談ください。
本事例でご紹介した製品はこちら

エアマイクロセンサ〈ショートレンジ形〉
±0.5µm繰返し精度!
治具とワークの精密着座確認で、CNC工作機械の超精密加工が実現。