シャンクの密着確認で、超精密加工が実現

工作機械業界
マシニングセンタを製造している、工作機械メーカー様です。
ATCの設計ご担当者様より、シャンクの「密着確認」について、ご相談いただきました。
目次
お客様の課題
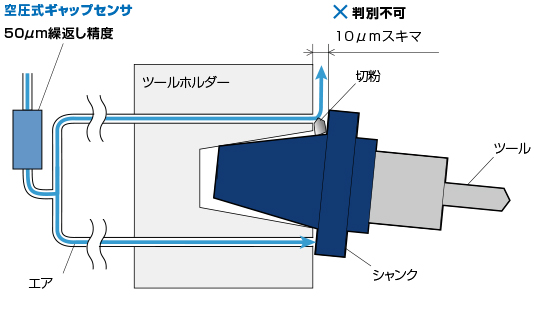
CNC横型マシニングセンタでツールチェンジを行う際、切粉によるシャンクの浮き上がりを検出するため、ツールホルダーにエア穴を設け、空圧式「ギャップセンサ」を使用して、密着確認をされています。
しかし、空圧式「ギャップセンサ」の検出精度が50µmと低いため、『切粉による10µmの浮き上がりを検出したい・・・』というユーザーの要望に応えられずお困りでした。
シャンクの、数ミクロンの僅かな浮き上がりでも、加工不良の原因となってしまいます。
精度の高いエアセンサをお探しのところ、『JIMTOF2014 日本国際工作機械見本市』で、当社ブースの製品デモをご覧いただき、お問い合わせをいただきました。
課題のポイント
切粉による10µmの僅かな浮き上がりが検出できない
シャンクの密着不良で、加工不良が発生
メトロールのご提案
従来の空圧式「ギャップセンサ」は、主に加工ワークのあるなし確認に用いられ、精密な密着確認には向いていません。
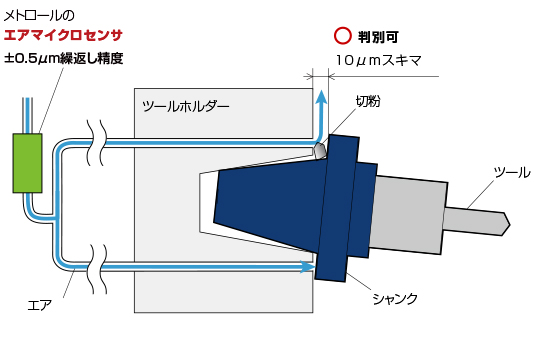
メトロールの「エアマイクロセンサ 〈ショートレンジ形〉」は、従来のエアセンサの10倍以上、±0.5μmの繰返し精度で、1μmのスキマ安定検出が可能です。
CNCマシニングセンタのツールチェンジャーに搭載することで、シャンクとツールホルダーとの間に挟み込んでしまった、切粉による、10μmのスキマを検出。
ツールの浮き上がりによる加工不良を防止し、工作機械の超精密加工が実現します。
また、既存のエア配管をそのまま流用することで、面倒なエア配管の設計も不要、簡単に取り付けることが可能です。
採用結果
切粉による10µmの僅かな浮き上がりを安定検出
シャンクの密着確認で、精密加工が実現
担当者のコメント
工作機械メーカー様だけでなく、
「シャンクの切粉のカミ込みにより、加工不良が発生して困っている・・・」
といった機械ユーザー様の声も、数多く頂いております。
展示会以外でも、弊社営業が直接御社へお伺いし、デモ実演をすることも可能です。
空圧式「ギャップセンサ」で精度が出せずにお困りの方、ぜひお気軽にメトロールまでお問い合わせください。
本事例でご紹介した製品はこちら

エアマイクロセンサ〈ショートレンジ形〉
±0.5µm繰返し精度!
治具とワークの精密着座確認で、CNC工作機械の超精密加工が実現。