CNC研削盤の砥石の加工原点を、非接触で安定検出
工作機械業界
CNC研削盤を製造している、工作機械メーカー様です。
設計開発のご担当者様より、研削盤砥石の「加工原点出し」について、ご相談をいただきました。
目次
お客様の課題
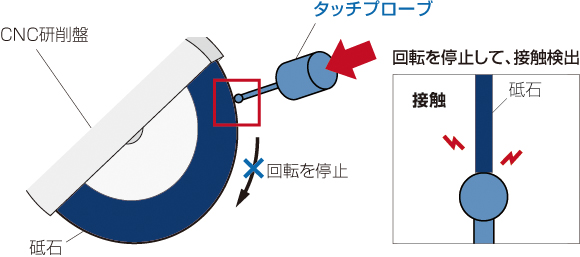
CNC研削盤の砥石の「加工原点出し」に、接触式タッチプローブを使用されていましたが、検出の際、砥石の回転を停止させなければならず、生産性が低下してしまい、お困りでした。
加工現場では、砥石の摩耗検出や、段取り替えによる加工原点出しで、1μm以上の繰返し精度が求められています。
AEセンサ等の非接触式センサも検討しましたが、繰返し精度がバラつき使用できませんでした。
砥石の回転を止めずに検出するため、非接触式の高精度センサをお探しのところ、『JIMTOF 日本国際工作機械見本市』で当社の製品をお知りになり、お問い合わせいただきました。
課題のポイント
接触検出により、砥石の回転を止めるため、生産生が低下
メトロールのご提案
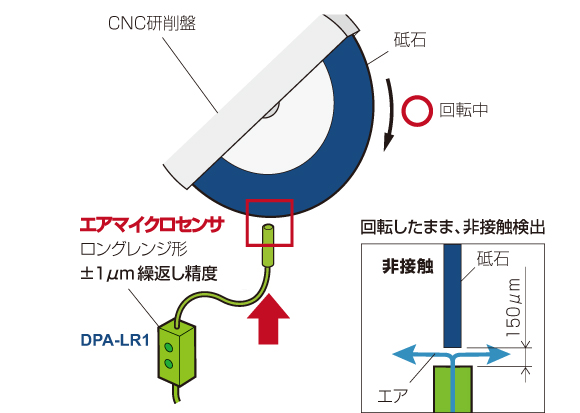
メトロールの『エアマイクロセンサ』ロングレンジ形は、独自開発の空圧回路を内蔵した、非接触式のエアセンサ。
エアによる非接触検出で、1μm繰返し精度の加工原点出しを実現。
砥石の回転を止めることなく検出することで、生産性向上が実現します。
採用結果
エアによる非接触検出で、砥石の回転を止めず、生産性が大幅向上
担当者のコメント
今回ご紹介した『エアマイクロセンサ』は、CNCマシニングセンタのテーパシャンクの「密着確認」や、CNC旋盤のバー材の「着座確認」など、高い精度が要求される工作機械業界でも多数採用されております。
展示会以外でも、当社営業が直接お伺いし、実機によるデモ実演も可能です。
CNC研削盤の加工原点出しでお困りの方は、ぜひお気軽にお問い合わせください。
本事例でご紹介した製品はこちら

エアマイクロセンサ〈ロングレンジ形〉
従来の「ギャップセンサ」の常識が覆る!
表面の粗いワークや、大型ワークと治具の80〜350µmのスキマを、
±5µm繰返し精度で安定検出!